Пробивка металла ‒ это процесс создания технических сквозных отверстий заданных типоразмеров на строго определенных участках металлического листа или профиля. Реже - труб (например, дренажных или используемых в качестве несущих конструкций).
Какой металл подходит для пробивки?
Обрабатывать можно профили и листы из сырья разного вида:
-
-
- алюминий;
- медь;
- латунь;
- оцинкованная, черная, холоднокатаная сталь;
- нержавейка и т.д.
-
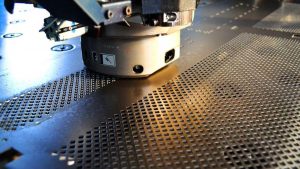
Пробить отверстия в металле можно ручным или координатным (аппаратным) способом. В последнем случае процедура контролируется компьютером и выполняется без погрешностей.
Отверстия имеют выбранную заказчиком заранее нестандартную, круглую, прямоугольную или квадратную форму. По завершению листоштамповочной операции, проводим формовку кромок технических просечек. Дополнительная шлифовка металлу не требуется.
Станки для пробивки металла
Осуществляем услугу на координатно-пробивных револьверных прессах разного типа:
-
-
- электромеханических;
- гидравлических;
- ручных;
- кривошипно-шатунных.
-
Используем высечное оборудование с инструментальными кластерами, например, «Абамет» и «AMADA». Примеры моделей с ЧПУ: TRUMPF TRUPUNCH 500, AMADA EUROPA 258, AMADA PEGA 367.
Прессы используем, исходя из технических характеристик:
-
-
- максимальная толщина вырубки и скорость ее проведения;
- скорость вращения барабана;
- количество станций инструментального барабана;
- скорость и точность позиционирования (в пределах 0,1 мм.);
- сила штамповки (указывается в kN);
- максимальная толщина заготовки;
- рабочая площадь.
-
Современные punch press обрабатывают элементы толщиной от 0,5 до 6-8 мм. Скорость работы достигает 1 500 ударов в минуту.
Как проводим пробивку металла:
-
-
- Оператор задает значения перфорации в компьютерной программе. Загружает эскиз детали, данные с координатами.
- Заготовку фиксируем на аппарате, закрепляется специальными захватами. Массивные детали располагаем на шаровых столах или роликовых транспортерах.
- Позиционирующие устройства перемещают зажимы и изделие по определенной ПК траектории.
- Одновременно пуансон и матрица (пробивочные механизмы пресса, находящиеся в съемной кассете) создают отверстия, соответствующие их очертаниям, по полученным от компьютера координатам.
-
На начальном этапе также выбираем размер зазора между кромками пуансона и матрицы. Чем меньше толщина железа, тем меньше зазор.
Если деталь оказывается большей, чем пробивной автомат, запрограммированный съемник автоматически перехватывает его.
Стоимость пробивки металла
Стоимость услуги зависит от типа металла, формы и толщины элемента, конфигурации и количества сквозных сечений.
Нужен расчёт? Отправьте параметры через форму заявки или звоните 8-800-222-86-39 — подготовим КП.

